



Kushineta me topTolerancat e shpjeguara
A i kuptoni tolerancat e mbajtjes dhe çfarë kuptimi kanë ato në të vërtetë?Nëse jo, nuk jeni vetëm.Këto shpesh citohen, por shpesh pa ndonjë kuptim të vërtetë të kuptimit të tyre.Faqet e internetit me shpjegime të thjeshta të tolerancave janë jashtëzakonisht të rralla, kështu që vendosëm të plotësojmë boshllëkun.Pra, nëse doni të dini se çfarë do të thotë në të vërtetë "Devijimi mesatar i shpimit" dhe "Variacioni i një hapjeje të vetme"?Lexoni më tej pasi ne shpresojmë ta bëjmë këtë shumë më të qartë.
Devijimi
Kjo dikton se sa larg nga dimensioni nominal lejohet të jetë matja aktuale.Dimensioni nominal është ai i treguar në katalogun e prodhuesit p.sh. 6200 ka një hapje nominale 10mm, 688 ka një hapje nominale 8mm etj. Kufijtë në devijimin maksimal nga këto dimensione janë jashtëzakonisht të rëndësishme.Pa standardet ndërkombëtare të tolerancës për kushinetat (ISO dhe AFBMA), do të varet nga secili prodhues individual.Kjo mund të nënkuptojë që ju të porosisni një kushinetë 688 (8 mm vrima) vetëm për të zbuluar se është 7 mm e shpuar dhe nuk do të përshtatet me boshtin.Tolerancat e devijimit zakonisht lejojnë që shpimi ose OD të jenë më të vogla por jo më të mëdha se dimensioni nominal.
Devijimi mesatar i shpimit/OD
… ose devijimi mesatar i diametrit të rrafshit të vetëm.Kjo është një tolerancë e rëndësishme kur kërkoni të bashkoni nga afër unazën e brendshme dhe boshtin ose unazën e jashtme dhe strehimin.Së pari ju duhet të kuptoni se një kushinetë nuk është e rrumbullakët.Sigurisht që nuk është larg, por kur filloni të matni në mikron (të mijëtat e milimetrit) kuptoni se matjet ndryshojnë.Le të marrim si shembull shpimin e një kushinete 688 (8 x 16 x 5 mm).Në varësi të vendit ku bëni matjen në unazën e brendshme, mund të merrni një lexim kudo, të themi, midis 8 mm dhe 7,991 mm, kështu që çfarë merrni si madhësinë e shpimit?Këtu hyn Deviacioni mesatar. Kjo përfshin marrjen e një numri matjesh në një plan të vetëm radial (do të arrijmë në një minutë) përgjatë shpimit ose OD për të mesatarizuar diametrin e asaj unaze.
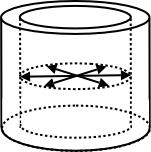
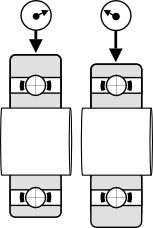
Ky vizatim përfaqëson një unazë mbajtëse të brendshme.Shigjetat paraqesin matje të ndryshme të marra përgjatë vrimës në drejtime të ndryshme për të ndihmuar në zbulimin e madhësisë mesatare.Ky grup matjesh është marrë në mënyrë korrekte në një plan të vetëm radial, pra në të njëjtën pikë përgjatë gjatësisë së shpimit.Grupet e matjeve duhet të merren gjithashtu në plane të ndryshme radiale për t'u siguruar që vrima të jetë brenda tolerancave përgjatë gjatësisë së saj.E njëjta gjë vlen edhe për matjet e unazës së jashtme.

Ky diagram tregon se si MOS duhet bërë.Çdo matje është marrë në një pikë të ndryshme përgjatë gjatësisë së unazës mbajtëse, me fjalë të tjera, çdo matje është marrë në një plan radial të ndryshëm.
Shumë thjesht, madhësia mesatare e shpimit llogaritet si më poshtë:
Kjo është shumë më e dobishme kur llogaritet toleranca e boshtit sesa një matje e vetme e shpimit që mund të jetë mashtruese.
Le të themi se një tolerancë mesatare e devijimit të shpimit për një kushinetë P0 është +0/-
Devijimi i gjerësisë
… ose devijimi i gjerësisë së unazës së brendshme ose të jashtme nga dimensioni nominal.Këtu nuk nevojiten shumë shpjegime.Ashtu si me dimensionet e shpimit dhe OD, gjerësia duhet të kontrollohet brenda tolerancave të caktuara.Meqenëse gjerësia është zakonisht më pak kritike, tolerancat janë më të gjera se sa për shpimin e kushinetave ose OD.Një devijim i gjerësisë prej +0/-
Variacion
Tolerancat e variacionit sigurojnë rrumbullakësi.Në këtë vizatim të një daljeje keq-

Variacion me një bore/OD
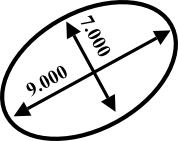
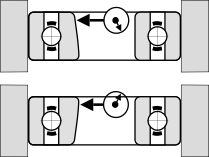
…ose më saktë, Variacioni i diametrit të shpimit/OD në një plan të vetëm radial (natyrisht, tani ju dini gjithçka rreth planeve të vetme radiale!).Shikoni diagramin në të majtë ku matjet e shpimit janë midis 8.000mm dhe 7.996mm.Dallimi midis më të madhit dhe më të voglit është 0,004 mm, prandaj, ndryshimi i diametrit të shpimit në këtë plan të vetëm radial është 0,004 mm ose 4 mikron.

Variacioni i diametrit të shpimit/OD
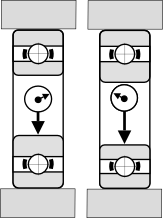
Ok, falë devijimit mesatar të shpimit/OD dhe variacionit të një hapjeje/OD, ne jemi të lumtur që kushinetat tona janë mjaft afër madhësisë së duhur dhe janë mjaftueshëm të rrumbullakëta, por çka nëse ka shumë konik në hapje ose OD sipas diagrami në të djathtë (po, është shumë i ekzagjeruar!).Kjo është arsyeja pse ne kemi gjithashtu kufijtë e variacionit mesatar të shpimit dhe OD.

Për të marrë variacionin e shpimit mesatar ose OD, ne regjistrojmë hapjen mesatare ose OD në plane të ndryshme radiale dhe më pas kontrollojmë ndryshimin midis më të madhit dhe më të voglit.Supozoni se në të majtë këtu, grupi i sipërm i matjeve jep një madhësi mesatare të shpimit prej 7,999 mm, mesi është 7,997 mm dhe fundi është 7,994 mm.Largoni më të voglin nga më i madhi (7,999 –
Variacioni i gjerësisë
Përsëri, shumë e drejtpërdrejtë.Le të supozojmë, për një kushinetë të veçantë, ndryshimi i lejuar i gjerësisë është 15 mikron.Nëse do të matni gjerësinë e unazës së brendshme ose të jashtme në pika të ndryshme, matja më e madhe nuk duhet të jetë më shumë se 15 mikron më e madhe se matja më e vogël.
Rrjedhja radiale

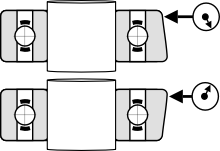
… e unazës së brendshme/të jashtme të montuar të kushinetave është një aspekt tjetër i rëndësishëm i tolerancave të kushinetave.Supozoni se devijimi mesatar si për unazën e brendshme ashtu edhe për unazën e jashtme është brenda kufijve dhe rrumbullakësia është brenda variancës së lejuar, me siguri kjo është gjithçka për të cilën duhet të shqetësohemi?Shikoni këtë diagram të një unaze të brendshme mbajtëse.Devijimi i hapjes është në rregull dhe po ashtu është ndryshimi i hapjes, por shikoni se si ndryshon gjerësia e unazës.Si çdo gjë tjetër, gjerësia e unazës nuk është saktësisht e njëjtë në çdo pikë rreth perimetrit, por tolerancat e daljes radiale diktojnë se sa mund të ndryshojë kjo.
Rrjedhja e unazës së brendshme
… testohet duke matur të gjitha pikat në një rreth të unazës së brendshme gjatë një rrotullimi ndërsa unaza e jashtme është e palëvizshme dhe duke e larguar matjen më të vogël nga më e madhja.Shifrat e rrjedhjes radiale të dhëna në tabelat e tolerancës tregojnë variacionin maksimal të lejuar.Dallimi në trashësinë e unazës këtu është i ekzagjeruar për të ilustruar çështjen më qartë.
Rrjedhje e unazës së jashtme
testohet duke matur të gjitha pikat në një rreth të unazës së jashtme gjatë një rrotullimi ndërsa unaza e brendshme është e palëvizshme dhe duke e larguar matjen më të vogël nga më e madhja.
Face Runout/Bore
Kjo tolerancë siguron që sipërfaqja e brendshme e unazës mbajtëse të jetë mjaft afër një këndi të drejtë me faqen e brendshme të unazës.Shifrat e tolerancës për daljen e fytyrës/hapjen jepen vetëm për kushinetat e klasave të saktësisë P5 dhe P4.Të gjitha pikat në një rreth të hapjes së unazës së brendshme afër fytyrës maten gjatë një rrotullimi ndërsa unaza e jashtme është e palëvizshme.Më pas kushineta kthehet përmbys dhe kontrollohet ana tjetër e shpimit.Largoni matjen më të madhe nga më e vogla për të marrë tolerancën e daljes së fytyrës/borimit.
Përmbysja e fytyrës/OD
… ose ndryshim i pjerrësisë së gjeneratorit të sipërfaqes së jashtme me fytyrën.Kjo tolerancë siguron që sipërfaqja e unazës së jashtme mbajtëse të jetë mjaft afër një këndi të drejtë me faqen e jashtme të unazës.Shifrat e tolerancës për rrjedhjen e fytyrës/OD jepen për notat e saktësisë P5 dhe P4.Të gjitha pikat në një rreth të shpimit të unazës së jashtme pranë fytyrës maten gjatë një rrotullimi ndërsa unaza e brendshme është e palëvizshme.Më pas kushineta kthehet përmbys dhe kontrollohet ana tjetër e unazës së jashtme.Hiqni matjen më të madhe nga më e vogla për të marrë tolerancën e shpimit të gërvishtjes/OD.
Face Runout/Raceway janë shumë të ngjashme, por, në vend të kësaj, krahasoni pjerrësinë e sipërfaqes së unazës së brendshme ose të jashtme me sipërfaqen e unazës së brendshme ose të jashtme.
Koha e postimit: Qershor-04-2021